چکشها و پرس ها در فرآیند فورج

چکشها و پرس های مورد استفاده در فرآیند فورج
آهنگری یا فورج فرآیندی است که شامل شکل دادن فلز با استفاده از نیروهای فشاری موضعی که برای بسیاری از فلزات و به خصوص برای فولادها کاربرد زیادی داردو این روش تولید در میان بسیاری روشهای دیگر بدلیل صرفه جویی در مواد اولیه و بهبود خواص مکانیکی قطعات جایگاه خاصی دارد. ضربات با چکش (اغلب چکش قدرت) یا قالب تحویل داده میشود. فورجکاری اغلب با توجه به دمای عملکردی که انجام میشود، طبقه بندی میشوند: فورج سرد، فورج گرم
معرفی
در دوران مدرن ، فورج صنعتی یا با پرس یا با چکشهایی انجام میشود که از هوای فشرده ، برق ، هیدرولیک یا بخار تغذیه میشوند. این چکشها ممکن است وزن هزاران کیلویی(پوندی) داشته باشند. برخی از چکشهای بخار در حال استفاده هستند، اما با در دسترس بودن منبع برق مناسبتر، منسوخ شدهاند.
فورج کردن به روشهای مختلفی از قبیل آهنگری (چکش کاری)، پرس ضربهای، پرس هیدرولیک، فورج – نورد، فورج سر به سر و Upset کردن و غیره انجام میشود.

ماشینهای فورج(Forging Machine)
ماشینهای فورج بر اساس عملکردشان طبقهبندی میشوند. چکشها و ماشینهای فورج با نرخ انرژی بالا، قطعهکار به وسیله انرژی جنبشی کوبه(Ram) پتک تغییر فرم میدهد. بنابراین طبقهبندی بر اساس میزان انرژی ماشین صورت میپذیرد.
قابلیت (ability) پرسهای مکانیکی (mechanical presses) به منظور تغییر شکل ماده به وسیلهی، طول ضربه پرس (کورس)(the length of the press stroke) و نیروی قابل دسترس در موقعیتهای مختلف ضربههای اعمالی، تعیین میگردد. لذا پرسهای مکانیکی به عنوان ماشینهایی با ضربههای محدود (stroke-restricted) طبقهبندی میشوند.
پرسهای هیدرولیکی به ماشینهای نیروی محدود (force-restricted) معروفاند، زیرا قابلت آنها جهت تغییر شکل ماده، بستگی به حداکثر نیروی اعمالی دارد. بنابراین با وجود مشابهت در ساختار(struction) پرسهای مکانیکی، هیدرولکی و پیچ طبقه بند انها بر مبنای ماشینهایی با انرژی محدود صورت میپذیرد.

چکشها (پتکها) (Hammers)
از نظر تاریخی، چکشها به طور گستردهای به عنوان تجهیزات آهنگری(فورجینگ) بکار برده میشدند. این نوع پرسها به عنوان کم هزینهترین (حداقل هزینه) و انعطافپذیرترین نوع تجهیزات فورج با تنوعهای متعدد در عملیات فورج مطرحاند. چکشها قابلیت گسترش و افزایش نیرو را داشته و همچنین حداقل زمان تماس با قالب را دارا میباشند
اجزای اساسی(اصلی) در چکشها (پتک) عبارتند از:
- کوبه (Ram)
- چهارچوب مونتاژی پرس (Frame assembly)
- سندان (Anvil)
- کلاهک سندان (anvil Cap)
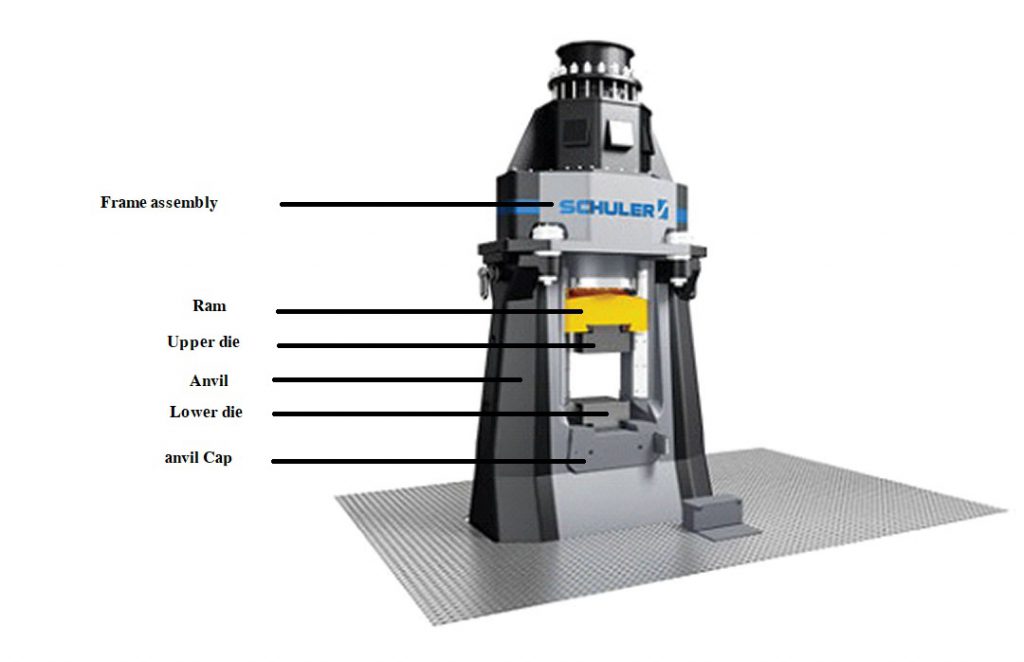
سندان به طور مستقیم به چهارچوب مونتاژی پرس متصل شده و بخش بالایی قالب (upper die) با کوبه پرس در تماس بوده و بخش پایینی قالب (lower die) نیز با کلاهک سندان (anvil cap) در تماس است.
در هنگام عملکرد قطعه کار روی بخش پایینی قالب قرار گرفته و با حرکت رو به پایین کوبه (Ram) نیرو روی سندان اعمال شده و باعث تغییر شکل آن (قطعهکار) میگردد.
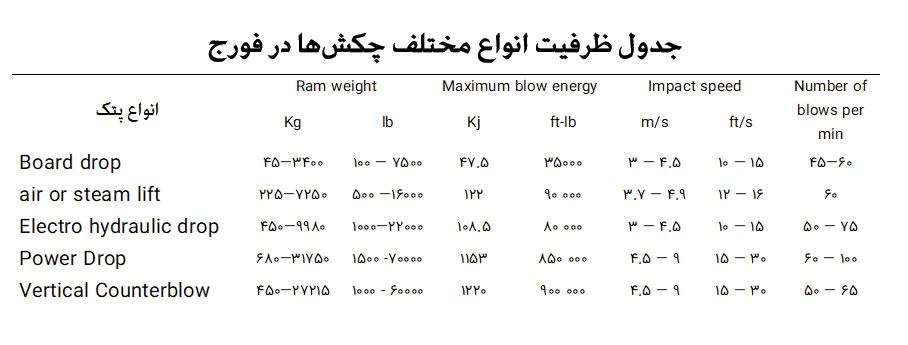
چکشهای فورجینگ بر اساس روشهای حرکت رو به پایین کوبه میتوانند طبقهبندی شوند. در حدول زیر انواع چکشهای مختلف آورده شده و میتوان ظرفیتهای آنها را با یکدیگر مقایسه کرد.
انواع چکشها (پتکها)
- پتکهای ثقلی – سقوطی (Gravity drop hammers)
- پتکهای تخته ضربهای (Board drop hammers)
- پتکهای سقوطی با بالابر ثقلی (The air – lift gravity drop hammers)
- پتکهای سقوطی – ثقلی الکروهیدرولیک (Electro hydraulic gravity drop hammers)
- پتکهای سقوطی قوی (Power Drop Hammers)
- پتکهای Die Forger Hammer
- پتکهای متقابل (Counter blow Hammers)
- پتکهای فورج قالب باز (Open die Forging Hammers)
- ماشینهای فورج با نرخ انرژی بالا (High Energy Rate Forging)
- ماشینهایی با چهارچوب داخلی و کوبه (Ram & Inner Frame Machine)
- ماشینهای دو کوبهای (Two – Ram Machine)
- ماشینهای فورج با دمش کنترل شده (Controlled Energy Flow Forging Machine)





دیدگاهتان را بنویسید