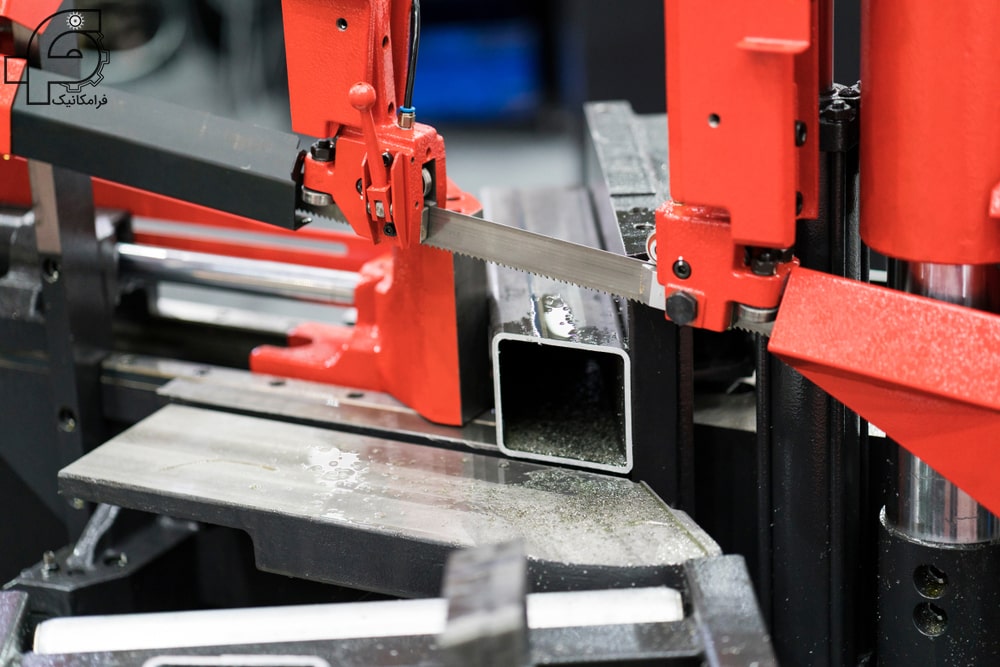
اره نواری یکی از پرکاربردترین تجهیزات صنعتی ساخت و تولید مورد استفاده در کارگاههای کوچک و بزرگ و صنایع مختلف است این نوع برش یکی از انواع برش سرد است که به دلیل سادگی در استفاده، دقت قابل قبول، هدر رفت بسیار کم و سرعت بالا یکی از روشهای پرکاربرد برش مواد مختلف است.
از این دستگاه اولین بار برای برش چوب استفاده میکردند و به مرور زمان در صنایع فلزی جهت برش انواع فولادها نیز استفاده شد.
اره نواری
مزایای اره نواری چیست؟
استفاده از دستگاه اره نواری برای برش مزایای زیادی دارد که در این قسمت به آن اشاره شده است:
سرعت بالا
هدر رفت بسیار کم
سادگی در استفاده
قابلیت برش انواع متریال
افزایش دقت وصافی سطح برش خورده قطعات وحذف ماشین کاری های بعدی
کاهش هزینه های لوازم مصرفی(تیغه) برشکاری های سنتی
قابل حمل بودن برخی از مدل های ماشین اره نواری
حذف نیروی کاراضافی خصوصا درمدلهای فول اتوماتیک
حذف سروصدای ماشین های قدیمی وکاهش مصرف برق
کاربرد اره نواری چیست؟
کارایی بالای اره نواری باعث شد در صنایع مختلف مورد استفاده قرار بگیرد به نحوی که کارگاهها و صنایع مختلف را نیازمند استفاده از یکی از انواع این تجهیزات میباشد و در زیر نمونه کاربرد اره نواری اشاره شده است:
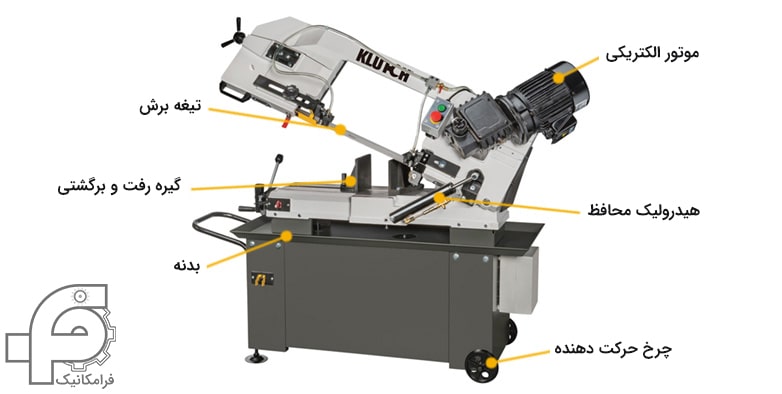
جنس بدنه اره نواری معمولا از فولاد و چدن است، که وزن بالایی دارد و دلیل سنگینی آن این است که جلوی حرکت و تکان خوردن را حین کار بگیرد و مدل هایی که از جنس فولاد هستند به زمین پیچ میشوند تا دقت تنظیمات اره نواری به هم نخورد.
فلکه ها:
فلکه ها از جنس چدن هستند و این دستگاه دارای دو فلکه است که در بالا و پایین قرار دارند، فلکه پایین همیشه ثابت است و فلکه بالایی قابلیت حرکت دارد.
الکتروموتور:
الکتروموتور نیز به بدنه پیچ شده است و معمولا از دو مدل تک فاز و سه فاز استفاده میکنند.
گونیا:
از گونیا برای تنظیم زاویه و عرض برش استفاده میشود
محافظ:
برای جلوگیری از خروج تیغه یا شکستن تیغه از حفاظهای فلزی استفاده میشود.
نمونه تجهیزات اره نواری
انتخاب اره نواری
آیا تصمیم دارید برای خرید یک اره نواری هزینه کنید؟
تصمیم آسانی به نظر میرسد اما مدلهای مختلف و گزینههای بیشماری که امروزه در دست هستند، دانستن این موضوع را که کدام ماشین بهتر از سایر ماشینها جواب نیاز کاری شما را میدهد دشوار میکند. نوع فریم دستگاه، اتوماسیون، قابلیت انجام برش فارسیبر، قابلیت تغذیه کردن ماده و البته ظرفیت برش تنها بخشی از مواردی است که باید در نظر گرفت.
گرفتـن یـک تصمیـم درسـت و بهینه مسـتلزم در نظر گرفتن جوانب بسـیاری اسـت. گزینههای متعـددی که در حیطه اره نواری وجـود دارنـد انتخـاب یـک اره مناسـب را بـه انتخابـی مشـکل تبدیـل میکنـد. بـه هر حـال، ایـن انتخـاب نباید مشـکل باشـد. اندک آشـنایی بـا انـواع اره، ویژگیهـا و قابلیتهـای آنهـا میتوانـد کمـک بزرگـی در انتخـاب مناسـبترین اره نواری بـرای کارتان به شـما بکند.
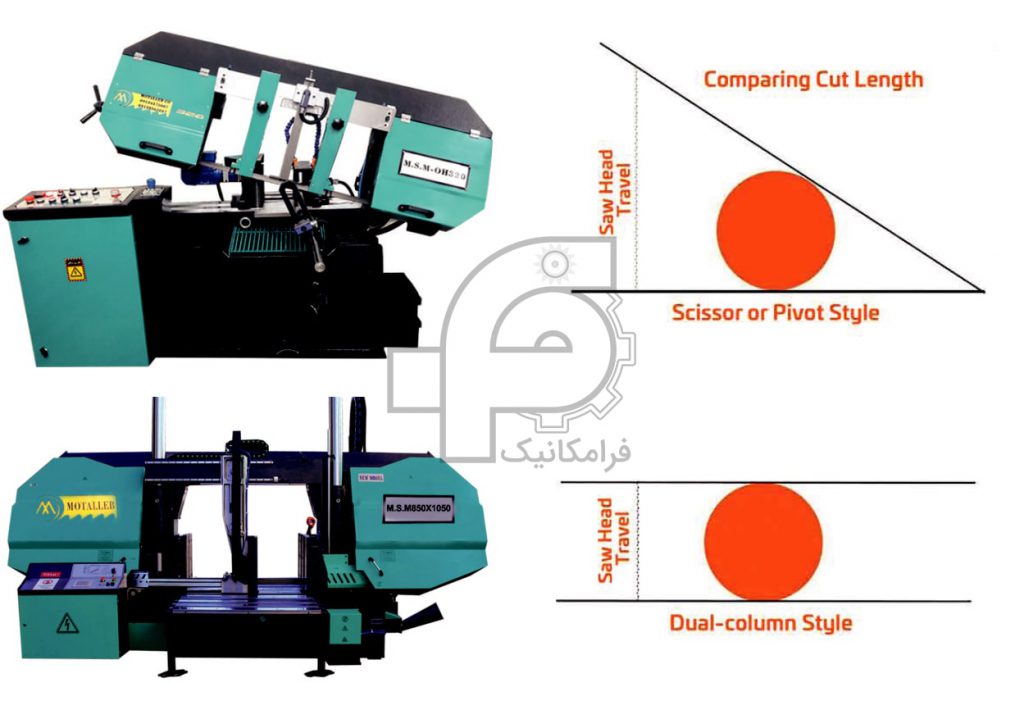
نوع قیچی ماننـد آن، در یـک سـر کلگی آن یـک بلبرینگ مفصلـی دارد؛ نوع دو سـتونه آن کلگـی را بـر روی میـل راهنماهـای دقیـق بـالا و پاییـن میکند.
در بـرش بـا ماشـین اره دارای کلگـی قیچـی مانند، تیغـه در یک زاویـه تنـد وارد قطعه میشـود و کمان طولانی را بسـته به محیط قطعـه در حـال بـرش طـی میکنـد، کـه در نتیجه باعث سـیکل بـرش طولانی میشـود.
در ماشـین اره دو سـتونه، زاویه تیغه همواره ثابت اسـت و مسـیر بـرش تنهـا به انـدازه قطر قطعـه میباشـد. عمل قیچـی میتواند بـرش بهتـری را نسـبت به دو سـتونه ارائه دهد. زاویـه ورود تندتر اسـت، بنابرایـن تیغـه کمتـر منحـرف میشـود. ایـن موضـوع در قطعـات جـدار نـازک اهمیتـی نـدارد ولـی بـا افزایـش ضخامـت جـداره ایـن فاکتـور اهمیت بیشـتری پیـدا میکند.
فشـار تغذیـه عامـل دیگـری اسـت. فشـار تغذیـه در یـک اره بـا کلگـی مفصلـی در طـول تیغـه متغیـر اسـت. در نزدیکـی نقطـه مفصل (لولا) این فشـار بیشـترین بـوده و در نقطـه انتهایی مقابل کمتریـن میباشـد.
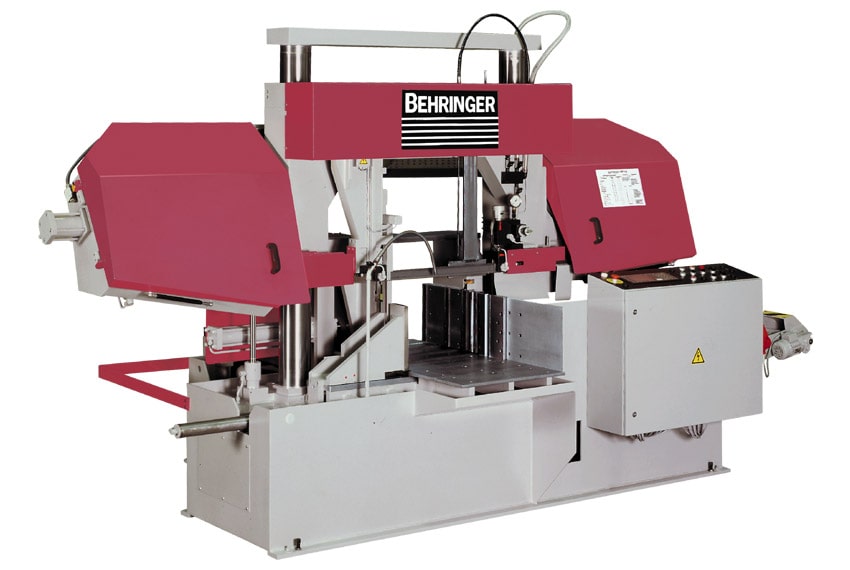
نمونه اره نواری افقی
اره نواری دو ستونه
ارههـای دو سـتونه بسـیار صلبتـر از ارههای مفصلی هسـتند. چرا کـه آنهـا هـر دو سـر کلگی را نگـه میدارنـد. این موضوع سـرعت و فشـار تغذیـه تقریبـا یکنواخت را در سراسـر عـرض برش نتیجه میدهـد. ایـن صلبیـت همچنیـن ارتعـاش را کـم میکنـد کـه کیفیـت بـرش و عمـر تیغـه را افزایـش میدهـد. امـا نقطه ضعف آن کجاسـت؟ قیمـت!
بـا اینکه ارههـای دو سـتونه برشهای بهتر را سـریعتر میدهنـد امـا معمـولا قیمـت بیشـتری دارنـد. لازم به ذکـر اسـت کـه هزینـه اولیـه بیشـتر میتوانـد بـا قابلیـت تولیـد بیشـتر جبران شـود. سـرمایه گذاری بیشـتر برای رفع نیاز خطوط تولیـدی کـه بـا قطعـات بـا قطـر زیـاد سـر و کار دارنـد منطقـی خواهـد بود.
دسته بندی اره نواری از لحاظ عملکرد
سـاده ترین ارههـا دسـتی هسـتند، پیشـرفته ترینها کاملا اتوماتیـک هسـتند و دسـته میانـی نیـز ارههـای نیمـه اتوماتیـک هسـتند.
اره نواری دستی
اره هـای نـواری دسـتی اپراتـور را مجبـور بـه اسـتفاده از تـوان فیزیکـی خـود بـرای بلند کـردن کلگی پـس از هر بـرش میکند. کلگـی اره نواری میتوانـد سـنگین باشـد و عمـل بـرش خیلـی سـریع نیسـت. در این نوع اره باید خسـتگی و اسـتهلک اپراتور، ریسـک آسـیب دیدگـی و زمـان مـورد نیـاز برای بلنـد کردن کلگـی را به دقـت در نظر داشـت.
اره نواری نیمه اتوماتیک
ارههـای نواری نیمـه اتوماتیـک از یـک پیسـتون هیدرولیک بـرای بالا و پاییـن آوردن کلگی برش اسـتفاده میکنند. بـرای به کار انداختن ماشـین، اپراتـور با فشـردن یـک دکمه کلگـی را به بـالا میبرد، و سـپس قطعـه را درون فکهـای اره محکـم کـرده و دکمه شـروع را میفشـارد.
اره بـرش را انجـام داده و کلگـی را بلنـد میکنـد. اره نواری نیمـه اتوماتیـک بـرای مواردی کـه لازم دارید چند بـرش در طول قطعه ایجـاد کنید گزینه مناسـبی اسـت.
علاوه بـر یـک سیسـتم هیدرولیـک کـه کلگـی را بـالا و پاییـن میبـرد، یـک اره نواری تمـام اتوماتیـک بـه چنـد غلتـک در فکهـا یـا فکهـای رفـت و برگشـتی مجهـز اسـت کـه قطعـه را بـه جلـو حرکـت میدهـد. اکثـر ارههای اتوماتیـک مجهز به یک شـمارنده دیجیتـال نیـز میباشـند.
معمـولا فـک اسـتاندارد در ارههای اتوماتیک از نوع غلتکی میباشـد کـه از سـه یا پنج اسـتوانه که به صـورت عمـودی در دو طرف قطعه قـرار گرفته اند بهره میبرد. اسـتوانههای یک طرف شـیاردار بوده و به گیرش و جلو راندن قطعـه کمـک میکننـد؛ اسـتوانههای طرف دیگـر صاف بوده و میکروسـوییچی دارند که با فشـار قطعـه درون فک فعال میشـود.
نوع دیگر فک، نوع رفت و برگشـتی اسـت. همانطـور کـه از نامـش پیداسـت، به عقب و جلـو حرکـت میکنـد، بـرای گیره بندی قطعـه در حـال ورود جمـع شـده و آن را بـه سـمت کلگـی بـرش هدایـت میکنـد. ایـن نوع فکهـا بـرای برشهای دسـتهای بهتریـن گزینـه میباشـند، چـرا کـه معمـولا قدرت کافـی برای قطعـات بزرگ، دسـتههای سـنگین پـس از تنظیـم طـول بـرش مـورد نظـر وتعـداد قطعـات، اپراتـور دکمـه شـروع را
فشـرده و اره باقـی امـور را انجـام میدهد، آنقـدر قطعه تغذیـه و برش میکنـد تا کار تولیـد را پایـان دهد.
سـه اتفـاق یـک اره اتوماتیـک را متوقـف میکنـد.
اولیـن مـورد اتمـام کار اسـت. دومیـن مـورد اتمـام قطعـه اسـت. زمانـی کـه ایـن مـورد پیـش میآیـد اکثـر ارههـا موقتـا متوقـف شـده و منتظر قطعـه جدید میماننـد تـا کار را تمام کننـد. آخرین مورد شکسـت تیغه اسـت. برخـی ارههـای مدرن مجهـز بـه سیسـتمی هسـتند که شکسـت تیغـه را متوجـه شـده و اره متوقـف میکند.
قطعه را به درون اره هماننـد ماشـین اره نواری معمولـی تغذیـه میکنـد: قطعه در راسـتای سـتون اره تغذیـه میشـود. کلگـی چرخـش را انجـام میدهـد تـا بـرش فارسـیبر صورت گیـرد، بنابرایـن اره بـه فضـای آزاد اضافـی نیـاز نـدارد. نقطه ضعف آن قیمت ماشـین اسـت. ایـن نـوع از ماشـین بـه چارچوبـی قویتـر نیـاز دارد کـه بـه نوبـه خـود قیمت را بالاتـر میبـرد.
ماشـین اره نواری فـک چرخـان
گیـره قطعـه را در زاویـه مشـخص شـده نگـه داشـته و قطعـه را بـه میـزان دوران مـورد نیـاز میچرخانـد. هرچـه طـول قطعـه افزایـش پیـدا کنـد، فضـای آزاد مـورد نیـاز بیشـتر میشـود. در کارگاههایـی کـه چنـدان از بـرش فارسـیبر اسـتفاده نمیکننـد و بـه انـدازه کافـی فضـا دارنـد، ماشـین اره فـک چرخـان اقتصادیتریـن گزینـه اسـت. انتخـاب بیـن ماشـین اره فارسـیبر اتوماتیـک و نیمـه اتوماتیـک انتخـاب مهمـی اسـت.
زمانـی کـه به برشهـای تکراری فارسـیبر نیـاز اسـت، ماشـین اره فارسـیبر تمـام اتوماتیـک معمـولا سـرمایهگذاری بهتـری اسـت. این ماشـینها معمـولا فارسـیبر را در یـک جهـت انجـام میدهنـد، بنابرایـن بـرای کاربردهـای پرتیـراژی کـه بـرش فارسـیبر متنـاوب نیـاز دارنـد بسـیار مناسـب اسـت.
اره نواری فارسی بر
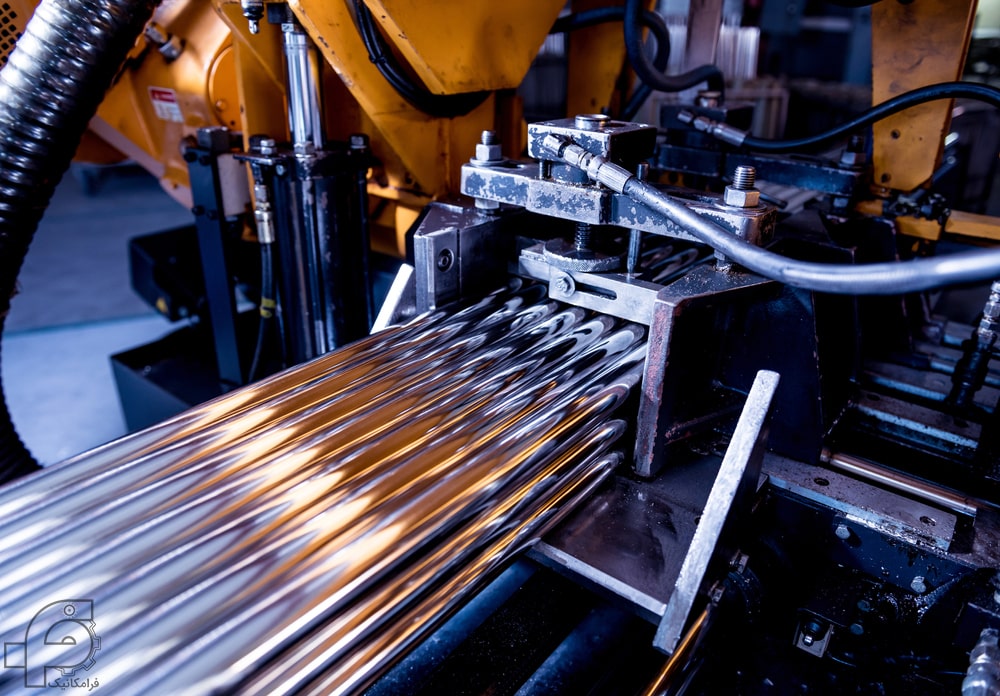
بندیل بر
واضح اسـت که بندیل کـردن قطعات زمان و هزینـه تولیـد را کاهـش میدهند. بریدن چنـد لولـه بـه طـور همزمـان ایـده خوبی بـرای صرفهجویـی در زمـان میباشـد، امـا ایـن نکتـه صرفا یـک راهنمایی اسـت و در همـه مـوارد صـدق نمیکند.
بـرش چندتایی موثر نیازمند دسـته کردن محکـم قطعات اسـت. اگر قطعه در دسـته بـا فشـار کافـی نگه داشـته نشـود، ارتعاش رخ میدهـد کـه عمـر تیغـه اره را 25% کاهـش میدهـد.
دو اسـتراتژی بـرای محکـم کـردن یـک دسـته وجود دارد:
بسـتن تسـمه یا مفتول پشـت هـر موقعیـت بـرش
دیگـری خال جـوش زدن بـه دو انتهـای قطعـات بـه یکدیگـر
هـر دو ایـن روشهـا یکی از با ارزشـترین منابـع کارگاه را میگیـرد: زمـان.
زمانـی زیـادی طـول میکشـد تـا اپراتـور قطعـه را بـه خوبی قرار دهـد، و آن را محکم دسـته کند و دسـته قطعات را به سـمت اره حرکـت دهـد.
خریـد مـواد بندیـل شـده زمـان زیـادی را صرفه جویـی میکنـد، بـا اسـتفاده از گیره هیدرولیکـی فوقانـی کـه به ایمنـی بندیل در خلال بـرش از طریـق اعمـال فشـار اضافـی رو بـه پایین و نگه داشـتن قطعات بندیـل شـده کنـار هـم، کمـک میکند.
در مـورد بارگـذاری و باربـرداری اپراتـور چطـور؟
مطمئنـا جابجـا کردن یک دسـته سـریعتر از جابجـا کردن شـش قطعه مجزا اسـت. مجددا به نظر میرسـد که دسـته بندی قطعات سـریعترین روش اسـت. بـا ایـن وجـود هرچـه اندازه دسـته بیشـتر میشـود، سـنگین تر و بد قلقتـر میشـود. ایـن وزن افزایـش یافتـه حرکـت اپراتـور شـما را کندتـر کرده و ممکن اسـت نیاز پیدا کنیـد اپراتور یـا وسـیلهای دیگـر اضافـه کنیـد تـا بـه بارگـذاری در خـط تولید کمـک کنـد. همچنیـن، اگـر وزن دسـته قطعـات از آنچـه کـه ماشـین شـما میتوانـد تحمـل کند سـنگینتر باشـد ماشـین اره قـادر نخواهـد بود قطعـه را جابجـا کند.
اسـتفاده از یـک گیره رفـت و برگشـتی برای جلو بـردن دسـته مـواد کمـک میکنـد. قبـل و بعـد از جابجـا کـردن مـواد، گیـره اصلـی بندیـل را محکـم و ایمن نگه مـی دارد.
بـه طـور خلاصـه، اگـر ماشـین درسـتی را سـرمایه گذاری کـرده باشـید، بـرش به صـورت بندیـل و گروهـی میتواند در پول شـما صرفه جویـی کنـد.
گزینههای موجود اره نواری
گزینههـای زیـادی بـرای افزایـش قابلیتهـای اره نواری و بهـرهوری وجـود دارد. بـرای کارگاههایـی کـه بـرش بصـورت بندیـل و گروهـی زیـادی انجـام میدهنـد یـک سیسـتم هیدرولیک بالایـی به آماده سـازی دسـته کمـک میکنـد. ایـن سیسـتم بالایـی بـا ایجـاد فشـار در جهـت دوم، یعنـی عمـودی، بـه گیره اصلـی کمک میکنـد و نیاز بـه خـال جـوش یـا تسـمه و مفتول بـرای کنار هم بسـتن دسـته را کاهـش میدهـد.
تفاوتـی نمیکنـد از چـه روشـی بـرای بـرش اسـتفاده میکنیـد، در هـر صـورت بـا براده سـر و کار خواهید داشـت. در اکثـر موارد، برادههـا در یـک کانال میافتند تا درون مخـزن آب صابون نریزند، امـا اگـر عمل بـرش برادههای بـزرگ تولید کند ایـن کانال ممکن اسـت بسـته شـود. یک نقاله خـروج بـراده گزینه خوبـی میتواند بـرای محیطهایـی کـه بـه بیـش از حـد پر نشـده و در زمـان و هزینه صرفهجویـی کند. یک مارپیـچ تخلیـه براده مخصوصـا میتوانـد کمک کند تـا برادههای بزرگتـر جابجا شـوند، بـرای مثـال نخالههای تولید شـده در برش قطعـات آهنـی با یـک تیغه دندانـه بزرگ.
میتوانـد بـا اضافـه کـردن یـک میـز غلتکی یا یـک نقالـه غلتکی موتـوردار با خسـتگی و فشـار مبـارزه کنید.
میزهـای غلتکـی همانطور که از نـام آنها پیداسـت چندین غلتک دارنـد کـه قطعـه از میـان آنهـا میگـذرد. اگرچـه ایـن غلتکهـا نمیتواننـد حرکـت را شـروع کننـد امـا بـه شـدت بـه سـهولت حرکـت قطعـه کمـک میکننـد.
توصیـه میشـود میزهـای غلتکـی موتـوردار در کنـار گیرههـای هیدرولیـک از سـمت بالا و گیره رفت و برگشـتی در ماشـینهای اره تمـام اتوماتیـک اسـتفاده شـوند. ایـن نقالههـا بـه گیـره رفـت و برگشـتی کمـک میکننـد تـا قطعـات سـنگین را بـه موقعیـت درسـت بـرای بـرش انتقـال دهـد. ترکیـب ایـن سـه، ماشـینی را نتیجـه میدهـد کـه بـرای تولیـد انبـوه بـا کمتریـن زمـان آماده سـازی، سـاخته شـده اسـت.
افزایـش ظرفیـت برش بیش از داشـتن عرض بـرش بزرگتر، معنی دارد. همچنـان کـه ظرفیـت ارهکاری افزایش مییابد، قدرت اسـب بخـار موتـور بیشـتر خواهـد شـد، کـه سـرعتهای برش مناسـب را تسـهیل میکنـد. ماننـد همـه گزینههـا کـه قیمـت را بیشـتر میکردنـد، هرچه ظرفیـت بـرش نیـز بیشـتر شـود قیمـت نیـز بیشـتر میشود.
بـه عنـوان یـک توصیـه کلـی میتـوان گفـت بهتـر اسـت انـدازه و نـوع مـادهای کـه کارگاهتـان بـه طـور متـداول یـا روزانـه برش میکنـد در نظـر بگیریـد و یـک تـا دو اینـچ بـه حداکثـر ظرفیت اضافـه کنیـد. ایـن امـر به شـما کمک میکند تـا از پـس کارهای مـوردی بزرگتـر نیـز بربیایـد در عیـن حالـی کـه از خریـد یـک ماشـین بزرگتـر از آنچـه کـه واقعا نیـاز دارید جلوگیـری کردهاید.
5 نکته برای برش با اره نواری
در صورتی که از کیفیت برش با دستگاه اره نواری راضی نیستید به 5 فاکتوری که در ادامه به آنها اشاره خواهد شد توجه کنید.
اگر به این فاکتورها توجه کافی شود همواره میتوان به برش با کیفیتی دست یافت.
در طول زمان و با استفاده مستمر هر ارهای ممکن است سایش یابد اما اصلی ترین و معمول ترین عامل برش ضعیف و بی کیفیت سایش تیغههای اره نیست، بلکه به کارگیری نادرست دستگاه یا مشکلات مکانیکی است که با نگهداری و مراقبت روزمره قابل پیشگیری است.
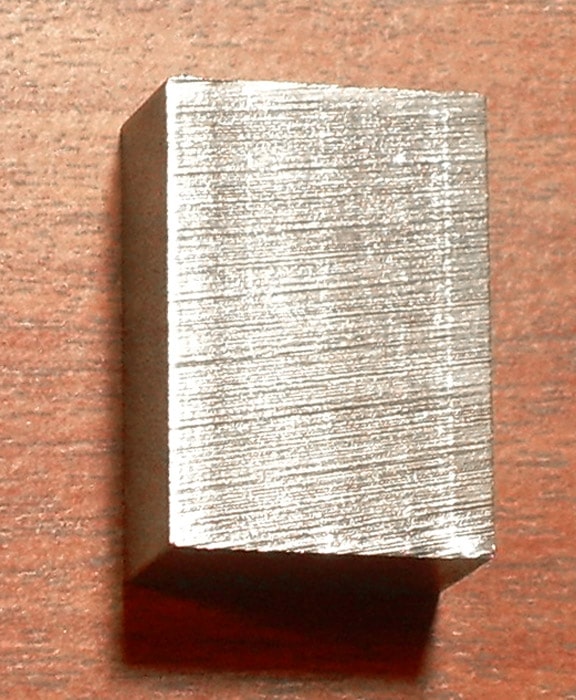
نمونه برش ایجاد شده با اره نواری
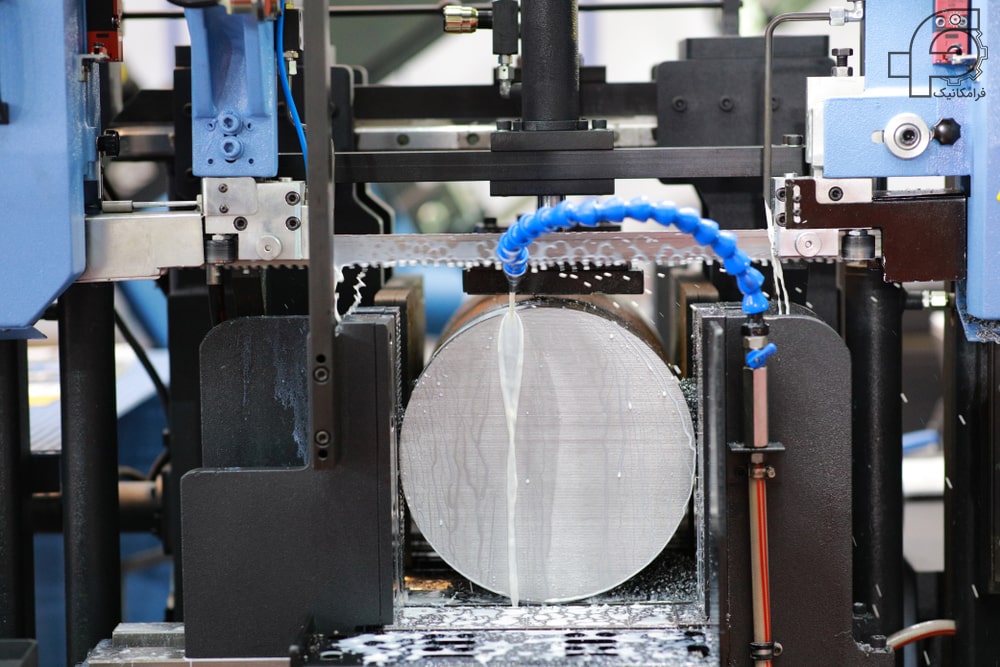
مایع خنک کننده
مایــع خنک کننــده برادههــا و تراشــههای حاصــل از بــرش را از محــل دور میکنــد و بــا کمــک فرچــه تمیــزکاریِ تیغــه اجــازه بازگشــت و برخــورد هیــچ بــرادهای را بــا قطعــه کار نمیدهــد. خنک کننــده همچنیــن مأمــور بهبــود انتقــال حــرارت و خنــک کاری قطعــه کار و روانــکاری حرکــت تیغــه و در نتیجــه افزایــش عمــر تیغــه اســت. هماننــد روغــن موتــور خــودرو، خنــک کننــده نیــز بــا گــذر زمــان کیفیــت خــود را از دســت داده و بایــد جایگزیــن گــردد.
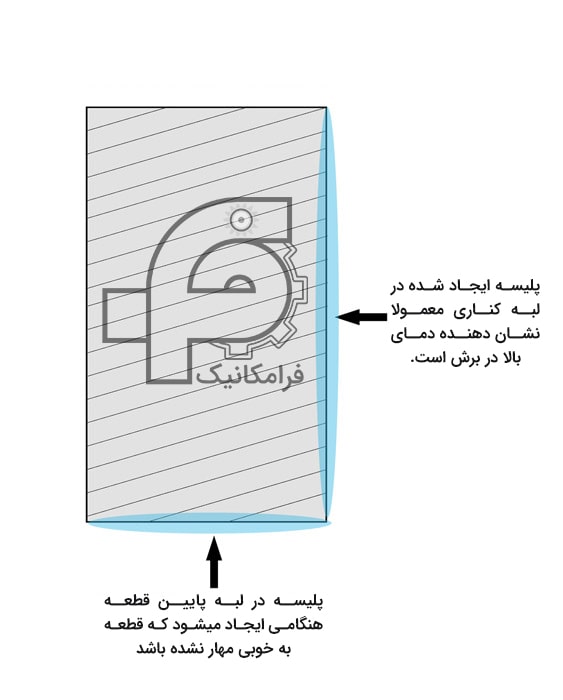
بــرای فولادهــای متــداول نســبت آب بــه خنــک کننــده بایــد بین 10 بــه 1 تــا 12 بــه 1 باشــد، بــرای فــولاد نــرم و مــواد چقرمهتــر ایــن نســبت تــا 8 بــه یــک افزایــش مییابــد. بســیاری بــر ایــن باورانــد کــه خنــک کننــده تبخیــر نمیشــود و تنهــا کاری کــه تکنســین یــا اپراتــور بایــد انجــام دهــد اضافــه کــردن آب کافــی بــه ترکیــب اســت. امــا بــا اینــکار (اضافــه کــردن آب بــدون در نظــر گرفتــن تبخیــر خنــک کننــده) در گــذر زمــان نســبت آب بــه خنــک کننــده ممکــن اســت تــا 30 بــه 1 نیــز افزایــش یابــد. افزایــش نســبت آب بــه خنــک کننــده خاصیــت انتقــال حــرارت خنــک کننــده را کاهــش میدهــد و باعــث شـکل گیری پلیســه در لبههــای قطعــه کار میشــود. بــه عــلاوه روانــکاری افــت کــرده و ســایش تیغــه زودتــر اتفــاق میافتــد.
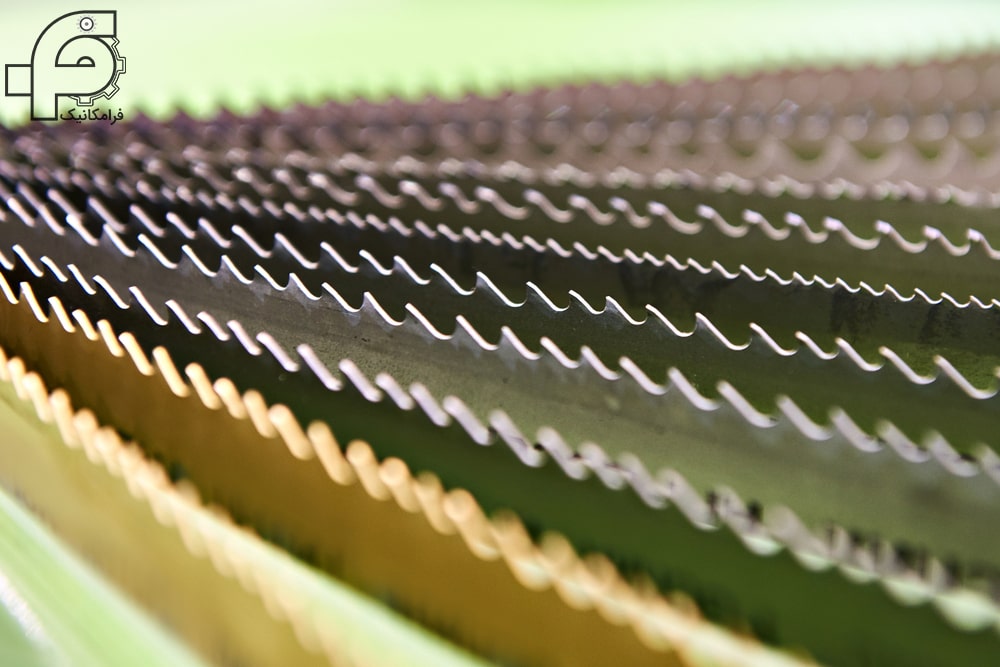
تیغه
یــک تیغــۀ تیــز و بــا روانــکاری مناســب برشــی تمیــز و ایــده آل را تولیــد مــیکنــد. در صــورت کنــد شــدن تیغــه، حــرارت تولیــدی افزایــش مییابــد و در برخــی نقــاط حتــی حــرارت تولیــدی از حــرارت قابــل انتقــال توســط خنــک کننــده نیز بیشــتر میشــود. بخصــوص اگــر ترکیــب خنــک کننــده قدیمی باشــد و نســبت آب بــه خنــک کننــده مناســبی نداشــته باشــد ایــن مشــکل بیشــتر نمــود پیــدا میکنــد.
بایــد اطمینــان حاصــل کــرد کــه دندانههــای تیغــه متناســب بــا قطعــه کار باشــد. در صورتــی کــه گام دندانههــا بســیار ریــز باشــد ممکــن اســت برادههــا در فاصلــه بیــن دندانههــا گیــر کــرده و بــا پــر شــدن ایــن فاصلــه بــرش بــه خوبــی انجــام نپذیــرد و منجــر بــه برشــی زبــر و خشــن گــردد. در بــرش بســیاری مــواد، دندانههایــی بــا گام درشــت بــرش ســریعتر و موثرتــری انجــام میدهــد. بــا وارســی بــراده انتظــار مــیرود برادههایــی تــاب برداشــته و کامــل مشــاهده گــردد در غیــر ایــن صــورت تیغــه و فرچــه تمیــز کننــده تیغــه بایــد مــورد وارســی قــرار گیرنــد تــا بــرادهای بیــن دندانههــای تیغــه گیــر نکــرده باشــد.
قطعــه کار در حیــن بــرش بایــد از هــر دو ســمت عمــودی و افقــی محکــم مهــار شــود تــا در حیــن بــرش امــکان جابجایــی نداشــته باشــد. اگــر فشــار گیرههــا قابــل تنظیــم باشــد بهتــر اســت بــرای اجســام توپــر حداکثــر فشــار و بــرای قطعــات ســاختاری (مثـلا توخالــی) بیشــترین فشــاری کــه تغییــر شــکلی در قطعــه ایجــاد نکنــد، اعمــال گــردد.
اگــر ســمت جدایــش قطعــه کار بــه خوبــی مهــار نشــده باشــد در انتهــای بــرش پلیســههایی ایجــاد میشــود. ایــن نــوع پلیســه بســیار معمول اســت. زمانــی کــه تیغــه بــه انتهــای بــرش نزدیک میشــود وزن تکــه بریــده شــده ممکــن اســت باعــث خــم شــدن و کنــده شــدن آن به جــای بــرش قطعــه شــود. مانند شکل زیر
هنــگام بــرش قطعــات مســتطیلی بهتــر اســت قطعــه بطــور عمــودی و روی ضلــع باریــک تــر قــرار گیــرد. اینــکار تمــاس بیــن تیغــه و قطعــه را کاهــش داده و در نتیجــه کیفیــت و راندمــان بــرش افزایــش مییابــد.
بــرای حمایــت کافــی بایــد بازوهــای راهنمــای تیغــه در نزدیک تریــن موقعیــت ممکــن بــه قطعــه کار باشــند. اگــر فاصلــه بســیار زیــاد باشــد باعــث کج شــدن تیغــه هنــگام برش میشــود؛ مخصوصــاً هنگامــی کــه فشــار پیشــروی زیاد باشــد.
دستگاههای برش جدید از راهنماهای کاربیدی علاوه بر غلطکهای راهنما استفاده میکنند تا تیغه همواره بطور عمودی قرار گیرد.
تمام بخشهای متحرک دستگاه باید بطور دورهای روغن کاری گردند تا لغزشهای قسمتها روی هم با کمترین اصطکاک انجام گیرد.اینکار امکان تکرار پذیری برش را افزایش میدهد.
محفظهها و ورودیها روغن کاری دستگاه باید به وسیله گریس با کیفیت تغذیه شوند و سسایر سطوح ماشینکاری شده دستگاه نیز باید به وسیله روغن روانکار صنعتی، روغن کاری شوند.
چرخ دنده هرزگرد باید به طور دورهای بازرسی گردد تا دچار سایش نشده باشد چرخ دنده ساییده شده باعث میشود تیغه اندکی زاویه بگیرد که در نتیجه لبه برش پخ دار میگردد. در این صورت بسته به طراحی اره ممکن است لازم باشد که مکانیزم چرخ هرزگرد به طور کامل جایگزین گردد. به هر حال همواره باید طبق دستورالعمل شرکت سازنده دستگاه عمل شود.
فرچه تمیز کننده تیغه باید تماس مناسبی با اره داشته باشد. در صورت ساییده شدن فرچههای فلزی میتوان آنهــا را بــا انــواع نایلونــی جایگزیــن کــرد. فرچههــای نایلونــی بــه دلیــل انعطاف پذیــر بــودن بســیار دیرتــر ســاییده میشــوند و بســیار بیشــتر از انــواع فرچههــای فلــزی عمــر میکننــد.
بــا در نظــر گرفتــن و شــناختن 5 فاکتــور فوق همــواره بایــد بتوان برشهــای مناســبی را انجــام داد.
به گفتگوی ما بپیوندید و دیدگاه خود را با ما در میان بگذارید.
بسیار عالی و کاربردی البته به این نکته باید اشاره کرد که دلیل اصلی کارایی و راندمان بالای برخی تیغه اره نواری ها نسبت به سایر تیغه اره ها نوع صحیح و یا پیچیده ست کردن دندانه ها متناسب به نوع مقطع برش است.
















بسیار عالی و کاربردی البته به این نکته باید اشاره کرد که دلیل اصلی کارایی و راندمان بالای برخی تیغه اره نواری ها نسبت به سایر تیغه اره ها نوع صحیح و یا پیچیده ست کردن دندانه ها متناسب به نوع مقطع برش است.
ممنون از لطف شما، بله دقیقا نکته ای خوبی رو اشاره کردید.
ممنون از توجه شما نکتی کاربردی بود که سایت پیلانا pilanametal.ir منتشر کرده بود و خواستم در مطلب مفید شما نیز به آن اشاره کنم
با تشکر
با تشکر لینک مربوطه قرار گرفت.