انواع و کاربرد فرآیند پرداخت کاری

عملیات پرداخت کاری
افزون بر فرآیند سنگ زنی که در مقاله قبلی بیان شد فرآیندهای چندی نیز معمولاً به عنوان عملیات پرداخت کاری نهایی روی قطعه کار انجام میشوند. در این فرآیندها بیشتر از دانههای ساینده استفاده میشود. عملیات پرداخت کاری میتواند سهم چشمگیری در زمان تولید و هزینه محصول داشته باشند بنابراین این فرآیند باید با در نظر گرفتن ملاحظات هزینه ها و منافع تعیین شوند.
عملیات پرداخت کاری معمولا به عنوان آخرین عملیات فرآیند ساخت و تولید است.
در این مقاله به انواع فرآیند پرداختکاری می پردازیم.
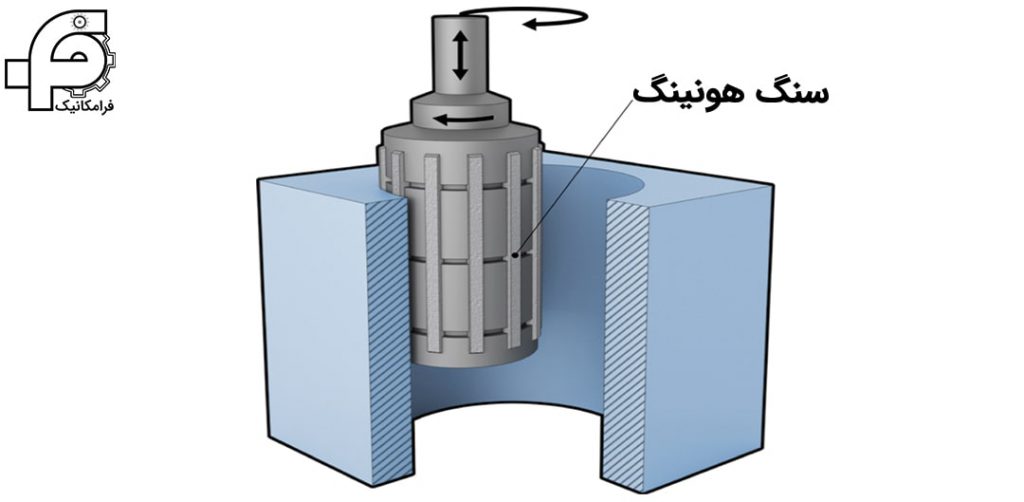
سنگ زنی دقیق داخلی (هونینگ)
سنگ زنی دقیق داخلی هونینگ فرآیندی است که در اصل برای ایجاد سطح پرداخت شده بسیار دقیق و ظریف در سوراخ ها استفاده میشود. ابزار هونینگ از یک سری سنگ سنباده اکسید آلومینیومی یا سیلیکون کارباید تشکیل میشود، که به آنها سنگ گفته میشود این سنگها در داخل سوراخ میگردد و با عمل رفت و برگشتی محوری، نیروی شعاعی به دیواره سوراخ وارد میکند. این عمل یک الگوی هاشوری متقاطع در آن به وجود میآورد. این سنگها را میتوان برای سوراخهایی با اندازههای مختلف تنظیم کرد. هونینگ روی سطوح استوانه خارجی یا تخت، برای از بین بردن لبههای تیز روی ابزارهای برش و الماسها نیز استفاده میشود.
که به دو دسته تقسیم میشود:
- هونینگ سطح داخلی سیلندر
- هونینگ سطح خارجی دایره ای
هونینگ اگر به دقت انجام نگیرد ممکن است سوراخهای ایجاد کند که مستقیم و استوانهای نیستند بلکه به شکل شیپوری، موجدار، بشکهای یا مخروطی اند.
حرکت ابزار هونینگ ترکیبی از حرکت چرخشی و خطی است.
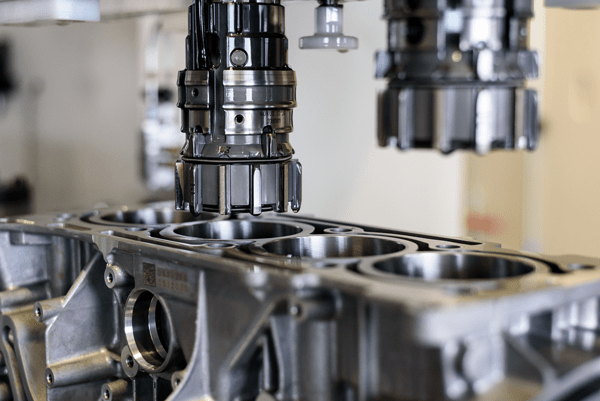
این عملیات معمولاً در آخرین مرحله پس از عملیاتهایی نظیر سوراخکاری، بورینگ و سنگزنی انجام میشود.
کاربرد هونینگ:
- پرداخت سطوح داخلی استوانهای مانند سطوح داخل سیلندر موتورها به خصوص با هدف ایجاد سطح مناسب برای روغنکاری
- پرداخت دندههای چرخندههای با کیفیت بالا
- سطوح خارجی محورها، پینها و یاتاقانهای استوانهای
- انژکتور سوخت
- شیرهای هیدرولیکی
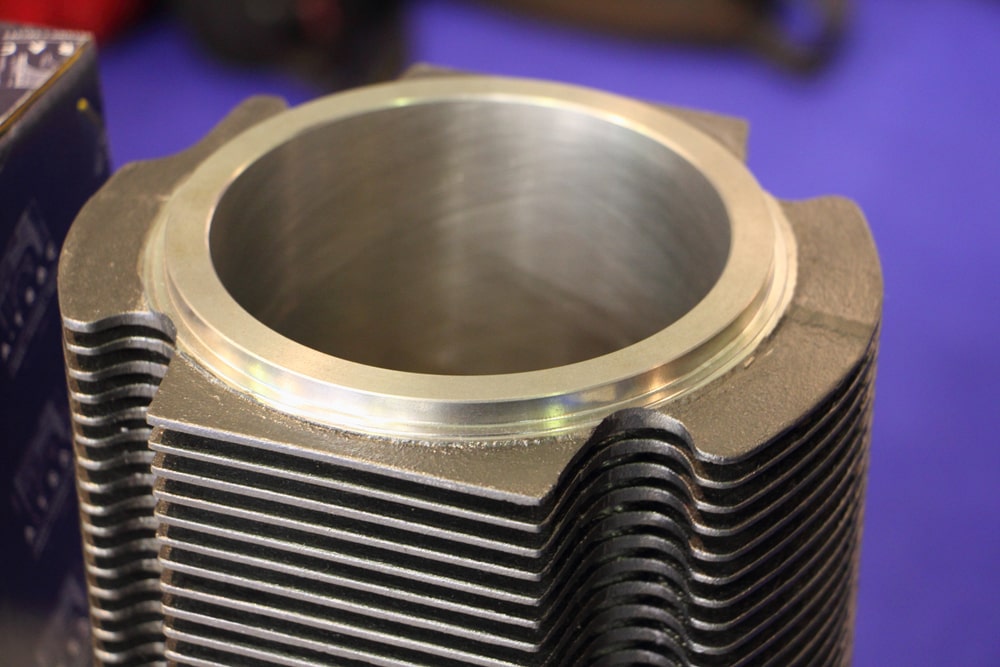
در تصویر زیر نمونه قطعه ای که پرداخت کاری هونینگ روی آن انجام شده است را میبینید، که حرکت رفت و برگشتی باعث ایجاد شیارها (پترن) شده است.
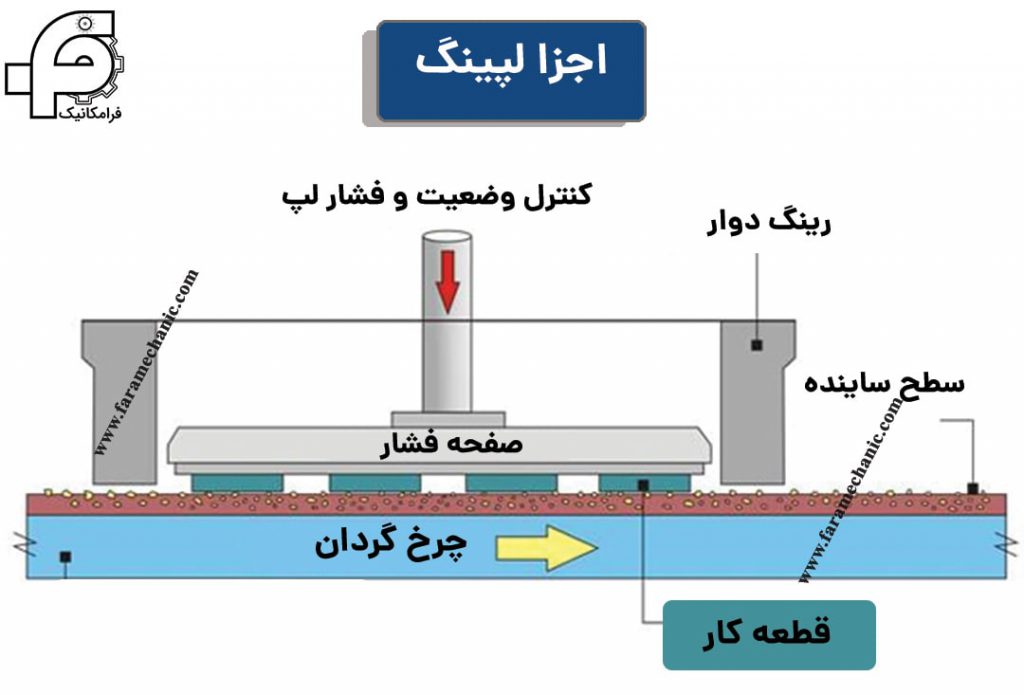
لیسه کاری (لپینگ)
لیسه کاری یک عملیات پرداختکاری است که روی سطوح تخت یا استوانهای به کار میرود. لیس یا لپ معمولاً از چدن، مس، چرم یا پارچه است، ذرات ساینده یا در لیس کار گذاشته میشوند و یا اینکه ممکن است با دوغاب حل شوند. بسته به سختی قطعه کار فشارهای لیسه کاری از ۷ کیلو پاسکال تا ۱۴۰ کیلو پاسکال تغییر میکند.
اجزای پرداخت کاری لپینگ را در شکل زیر میبینید:
کاربرد لپینگ
- تجهیزات اندازهگیری
- تجهیزات هیدرولیک و پنوماتیک
- تجهیزات دوار
- تجهیزات هوافضا
- تجهیزات الکترونیکی

پرداخت کاری مکانیکی شیمیایی
پرداختکاری مکانیکی شیمیایی فرآیندی است که در آن یک سطح واکنشگر شیمیایی با یک دوغاب سرامیکی در یک محلول هیدروکسید سدیم پرداخت میشود کاربرد عمده این فرایند پرداختکاری ویفرهای سیلیکونی است.
پرداخت کاری الکترولیزی (الکتروپولیشینگ)
با فرآیند پرداخت الکترولیزی، که عکس آبکاری است. پرداختی مانند آینه روی سطوح فلزی میتوان انجام داد. از آنجا که در این فرآیند هیچگونه تماس مکانیکی با قطعه کار وجود ندارد، بنابراین این فرآیند به خصوص برای پرداخت سطوح نامنظم بسیار مناسب است.
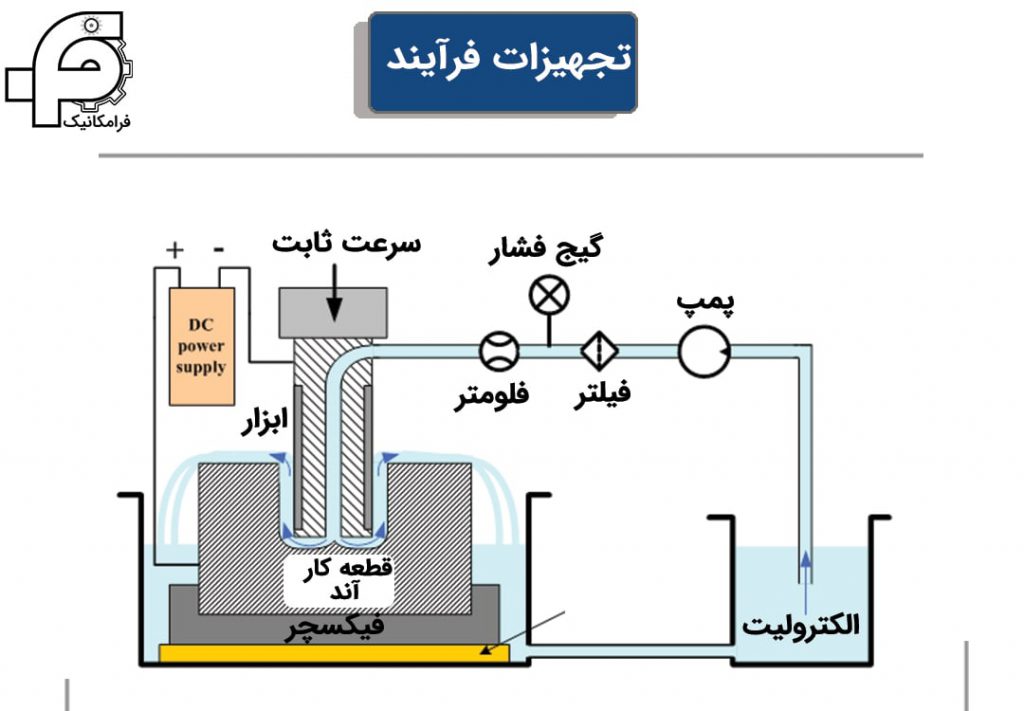
الکترولیت روی برجستگیها و برآمدگیهای سطح قطعه کار با آهنگی بیشتر از بقیه سطح اثر میکند و به این ترتیب یک سطح صیقلی به وجود میآورد پرداختکاری الکترولیزی برای پلیسهگیری نیز به کار میرود.
کاربرد:
- سنگ زنی پرههای توربین
- سنگ زنی فلزات لانه زنبوری برای کاربردهای هوا فضا
- تیزکاری سوزنهای زیرپوستی
- ماشینکاری درجهای ابزار برش کاربید
- برای حذف نواقص سطح از قسمتهایی استفاده میشود که در آن حذف مواد اضافی و تنشهای باقیمانده نامطلوب هستند.
- حذف شیارهای فرسوده از سازههای فلزی زیر آب
پرداخت کاری پولیشینگ
پولیشینگ فرایندی است که صافی سطحی صیقلی و براق ایجاد میکند. در فرآیند پرداختکاری دو ساز وکار عمده وجود دارد.
- براده برداری سایشی در مقیاس ظریف
- نرم کردن و مالیدن و له کردن لایههای سطحی با گرمایش اصطکاکی در حین پرداختکاری. جلوه براق سطوح پرداخت شده، از این له کردن ناشی میشود.
- سرعت چرخش آن 2300 متر بر دقیقه است
پولیشینگ توسط دیسکها یا تسمههای پارچهای چرمی و یا نمدی که اندودی از پودرهای ریز اکسید آلومینیوم یا الماس را دارند انجام میشود. در پرداخت دورویه، پد پرداخت روی سطوح قالبهای مسطح که به طور افقی و در دو جهت مخالف دوران میکنند نصب میشود. پرداخت اشکال نامنظم، گوشههای تیز، تورفتگیهای عمیق و برآمدگی های تیز دشوار است.
جلا کاری یا Buffing
جلا کاری شبیه پرداخت کاریهای دیگر است با این تفاوت که در جلا کاری از ذرات ساینده بسیار ریز روی دیسکهای نرم پارچهای یا پوستی برای پرداخت انجام میشود. ترکیب ساینده از یک لول روی دیسک مالیده میشود قطعات پرداخت شده ممکن است به منظور کسب صافی سطح بسیار ظریفتر جلاکاری بیشتر نیز شوند.

تفاوت پرداخت کاری و سنگ زنی
پرداخت کاری نیز نوعی سنگ زنی است که در آن از عوامل زیر به کار گرفته میشود:
- فشار بسیار کم و کنترل شده
- مسیر رفت و آمدی کوتاه و سرعت عمل زیاد
- مسیر حرکت رفت و آمدی کنترل شده است به طوری که هیچ دانهی سایندهای دوبار یک مسیر را ططی نمیکند.
- از مقادیر متنابهی سیال سرد کننده-روان ساز با گران روی کم استفاده میشود و روی سطح کار را میپوشاند.





دیدگاهتان را بنویسید